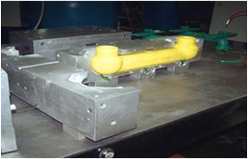
2. Soluble Core Injection
Some investment casting designs require a detailed interior core. In the event the geometry requires such detail, the soluble wax core process can be utilized. A separate die/ tooling will be required to produce the soluble core wax pattern.